Delta Castle
Problem:
- Double pick-up device at input tray.
- Castle detect maximum tray reach.
- Upper VAT latch could not retract.
- Testsite could not pick units from boat.
- Encounter TS pusher unable to extend.
- Input VAT sense 1 tray more than actual.
- Marvell E1146: Chuck stuck at dockplate.
- Z-HEAD (z-tips) is not aligned.
- LN2 leaking at junction box.
- Pickup error from PNP B3.
- H02-CAST hang-up upon running production.
- Delta Castle motor torque reversed.
Date: 11/11/05
Problem:
Delta Castle motor torque reversed.
Troubleshooting route:
- Motor is free when torque is ON, and motor is lock when torque is OFF.
- Get assistance from Allan from Equipment for troubleshooting.
- Reboot handler, same.
- Check Power Supply voltage, all OK.
Solution:
- Go to Control Screen -> System Group.
- Select Group Screen then highlight Default followed by Activate.
- Handler will prompt for 2 questions, refer to attachment.
- Select CE for first question.
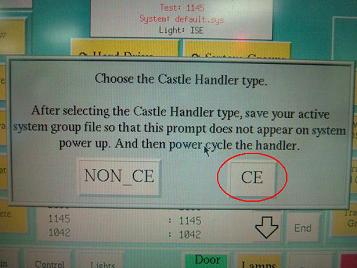
First question - CE
- Select 360 Turret or Platen for second question.
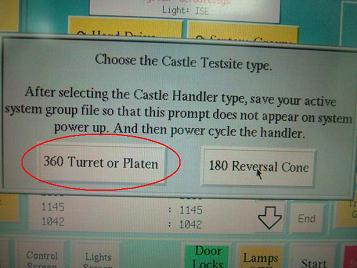
Second question - 360 Turret or Platen
- After that select back the device for setup followed by Activate.
- Reboot handler, done.
Conclusion:
CE and NON_CE mode causing the torque status reversed.
Remarks:
N/A.
Done by:
- Allan Choi (Test Equipment Senior Associate Engineer)
- Lim Chang Fei (PM Group)

Date: 11/21/05
Problem:
H02-CAST hang-up upon running production.
Troubleshooting route:
- Run dry cycle mode, handler OK.
- Change to Normal Mode, handler hang when PnP attempt to pick unit from Input VAT.
- Try other Package file, handler OK.
- Switch back 1042 package file, notice that 6 out of 8 pick-up arm was disable.
- Do some experiment, once too many arm was disable, handler will hang upon Normal Mode selected.
Solution:
- Attempt to enable all pick-up arm, however, the remaining 6 pick-up arm was not functioning.
- Need to fix the arm in order to run production.
- Trace the air supply, notice once the join on the air exchange was removed, all the 8 arms movement was fine.

Air exchange point for the pick-up arm movement
- Try to align the point, 5 out of 8 arm was fixed.
- Trace the tubing till the cylinder, notice an exhaust tubing was blocked.
- Remove the blocked item, all 8 arms working fine.
- Cycle with 2 trays of unit, OK.
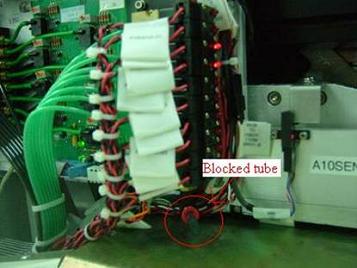
Blocked tube
Conclusion:
Misalignment of air exchange point and block on exhaust tubing causing the air holding the arm unable to be release upon air pressure cut-off.
Remarks:
N/A.
Done by:
Lim Chang Fei (PM Group)
Date: 08/30/05
Problem:
Pickup error from PNP B3.
Troubleshooting route & Solution:
- Visual inspected v-head and discovered B3 pickup head loose.
- Tried tightened it but still leaving a gap in between pnp head and B3 head.
- Moreover head is still loose.
- Original screw for v head tip was a half thread type but this particular one was using a full 4/40 screw.
- Reason was that the pnp head tip screw thread had worn out.
- Had confirmed with other v-head tip and still having diffculty in tightening it.
- Tried filing the full thread screw to half thread and able to tightened it.
- Monitor upon production run and no similar fault on pickup issue found.
Conclusion:
Screwthread on the PNP head B3.
Remarks:
N/A.
Done by:
Chua Choon Boon, Desmond (B-Shift Shift Leader, Test Manufacturing Senior Associate Engineer)
Date: 07/26/05
Problem:
LN2 leaking at junction box.
Troubleshooting route & Solution:
- The valves junction inside the chamber were checked and noticed that the wires connected to the flow sensor of the main valve is cut.
- Resoldered the wires to the sensor and fixed it to the main valve.
- Enabled the Cold temperature at -40C without opening the valve of the LN2 tank.
- The valves at junction were working fine by way of the ticking sound.
- Opened the valve of the LN2 tank to let the liquid flow.
- Felt the surrounding of the four valves for any abnormality.
- Noticed that there is a rush of air within Zone #2.
- Aligned and tighten the contactor of the valve at Zone #2, rush of air diminished.
- At -10C temperature, LN2 started to flow out of the Zone #2 valve. Defrosted and heated the junction box.
- Removed the contactor of Zone #2 valve and noticed the piston is loose, tighten it.
- Also checked Zone #1 valve and tighten the piston since it is loose.
- Enabled the cold temperature again to -40C and only a slight leak at Zone #1 valve was seen and diminished when the temperature is stabilized at -40C.
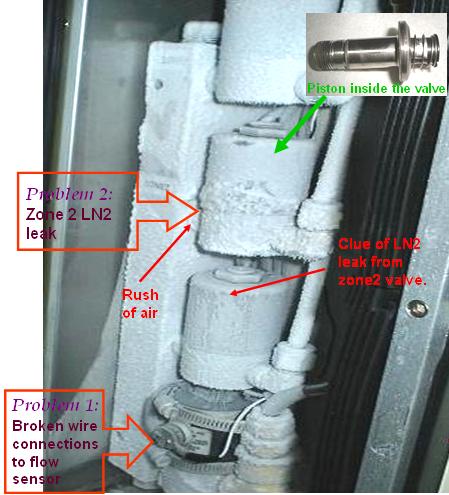
LN2 Junction Box
Conclusion:
Leakage seen was due to broken wire for the sensor of the main valve and loose piston inside the valve.
Remarks:
- Whenever you need to remove the LN2 pipe connected to the handler, kindly use 2 wrenches to avoid loosening the valve connection inside the junction box.
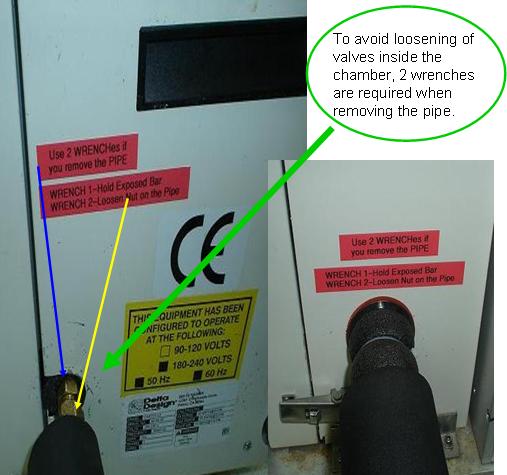
Removal of hose
Done by:
Ferdie Catahay Aquino (Other Tester Module Leader, Line Engineer)
Date: 07/26/05
Problem:
Z-HEAD (z-tips) is not aligned.
Troubleshooting route & Solution:
- Removed the suction cups from the Z-tips.
- Moved the Z-HEAD assembly manually to align the pitch with respect to the center of the boat.
- Able to center but the Z-HEAD assembly is already hitting hard stop at left position.
- The boat center position value was -0.07inches and when saved an error is shown that the data cannot be saved.
- Verify the position of the Z-HEAD assembly with another handler. Noticed that it is centered.
- Checked for any obstruction. No obstruction found.
- Loosen the screws of the brackets that attached the Z-HEAD assembly to the belt. The Z-tips can moved freely.
- Aligned the Z-tips pitch with respect to the boat center and was able to save the 0.04 inches position.
- Tightened the screws and continue teaching for pitch tray center, X-center position for boat and tray.
- Verify the alignment with dummy units and so far okay with the 8 z-tips.
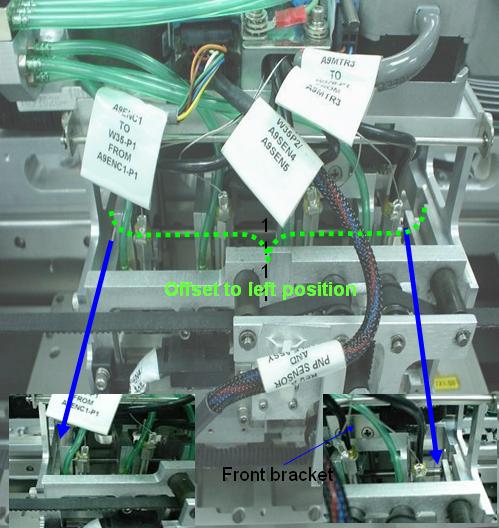
Castle Pick & Place Module
Conclusion:
Z-HEAD alignment is offset.
Remarks:
- Take note of the front bracket position, if moved too much to the right it will caused the pitch home position to be stalled.
- If the pitch tray position cannot be achieved, need to lower the Z-position of the Z-HEAD prior to homing of pitch tray postion.
Done by:
Ferdie Catahay Aquino (Other Tester Module Leader, Line Engineer)
Date: 03/07/05
Problem:
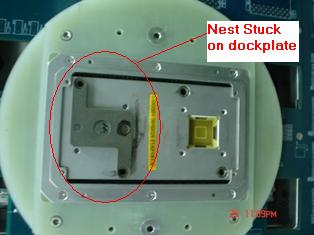
Marvell E1146: Chuck stuck at dockplate.
Troubleshooting route:
- Encountered frequent jamming at contact site, especially at hot temp.
- Found that the nest and dockplate opening were almost the same measurement.
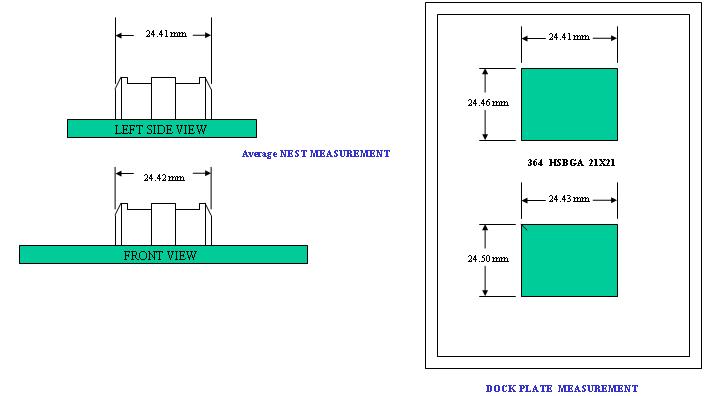
Nest & Dockplate measurement
Solution:
- Sent dockplate to vendor for modification of the dockplate.
Conclusion:
Too little play between nest & dockplate causing chuck easily stucked.
Remarks:
N/A.
Done by:
Salvador Supena Cuate, Buddy (LTX CX Module Leader, Senior Line Engineer)
Date: 01/26/05
Problem: Input VAT sense 1 tray more than actual.
Troubleshooting route:
- Reinitialize handler, problem exist.
- Remove all the tray and reinitialize handler, detected 1 tray where actual fact there is no tray.
- Power down handler & power up, initialize handler, problem exist.
- Suspect VAT teaching is out.
Solution:
- Initialize BBU, Control SCreen -> Boat Xport Screen -> Initialize BBU -> VAT.
- Perform teaching for Upper & Lower VAT Water Level.
Upper VAT Water Level teaching
- Control Screen -> Reinit System.
- STOP handler when Upper VAT latch lifting first VAT.

 for Video Clip
for Video Clip
First VAT reaching Water Level
- Control Screen -> Vertical Auto Tray -> Motor Screen -> Diags OFF.
- Select Upper. Press "-" then slowly lower the VAT till lower than the Water Level Sensor and the sensor is not cut.

Water Level Sensor Not Cut
- Press "+" then slowly lift the VAT till the Water Level Sensor is cut.
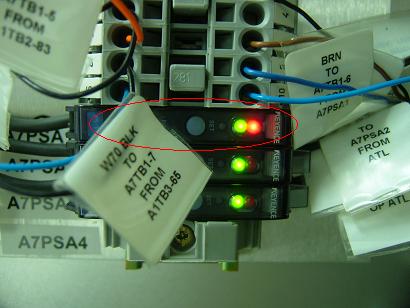
Water Level Sensor is Cut
- Press Learn -> Water Level -> Jog -> Diags ON.
Lower VAT Water Level teaching
- Control Screen -> Reinit System.
- STOP handler when Lower VAT (Input VAT) reaching Water Level.

for Video Clip
Lower VAT reaching Water Level
- Control Screen -> Vertical Auto Tray -> Motor Screen -> Diags OFF.
- Select Lower. Press "-" then slowly lower the VAT till lower than the Water Level Sensor and the sensor is not cut.
- Press "+" then slowly lift the VAT till the Water Level Sensor is cut.
- Press Learn -> Water Level -> Jog -> Diags ON.
- Finally reinitialize whole handler.
Conclusion:
VAT teaching is out causing error in tray calculation.
Remarks:
N/A.
Done by: Lim Chang Fei (PM Group)
Date: 01/26/05
Problem: Encounter TS pusher unable to extend.
Troubleshooting route:
- Go to Diag ON mode and retract pusher, extend pusher again.
- Encounter Torque error.
- Open side door cover and check the pusher.
- Notice that there is a NEST stuck at the Testsite, Site A1.
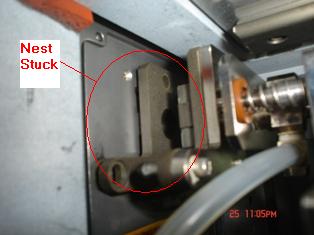
Nest stuck at testsite
- The picker is without the nest, affected part is from CHUCK #2.

Picker without nest
- Undock and pull the nest out.
- Tried manually fitting the nest into the dockplate, very smooth.
- Take the whole Chuck #2 out, noticed that the screw for the the nest are still attached onto the chuck.
- The whole shim-liked parts (which holds the nest and the chuck together) are stuck onto the screw.
Solution:
- Replace another nest from H/W control.
- Manually fitting the chuck onto the dockplate, OK.
- Check chuck assembly, no dented parts.
Conclusion:
Spoilt nest causing pick-up error at testsite.
Remarks:
No more nest in H/W control. 1 damaged and 1 worn out.
Done by: Chua Gee Wee, Raymond (C-Shift Shift Leader, Test Manufacturing Senior Associate Engineer)
Date: 01/22/05
Problem: Testsite could not pick units from boat.
Troubleshooting route & Solution:
- Checked chucks at testsite, nest & guide pins OK.
- Retry pick-up, noticed that chucks tend to lift the boats up on picking.
- Adjusted centre positions of Indexers 3 and 4 from 0.537 to 0.532 and 0.540 to 0.545 respectively.
Conclusion:
Indexer 3 & 4 teaching teaching is out.
Remarks:
Ongoing monitoring..
Done by: Chew Thaddaeus, Kyle (D-Shift, Test Manufacturing Associate Engineer)
Date: 01/22/05
Problem: Upper VAT latch could not retract.
Troubleshooting route & Solution:
- Re-initialize handler, latch would not retract.
- Reload handler system file, problem still persist.
- Perform Upper and Lower VAT reteaching, latch retracted but handler sensed 2 trays in every platform when there was none.
- Re-Taught VAT, re-iniatlised handler, VAT errors solved.
Conclusion:
VAT teaching is out.
Remarks:
N/A.
Done by: Chew Thaddaeus, Kyle (D-Shift, Test Manufacturing Associate Engineer)
Date: 10/13/04
Problem: Double pick-up device at input tray.
Troubleshooting route:
- Remove all device in handler.
- Reinitialize whole handler.
- Manually insert 4 units at boat near Indexer 1.
- Set handler mode to Flush & observe situation.
- Observe that same pick-up arm pick the first unit pick for second unit.
Solution:
- Open right side door of castle & slightly adjust vacuum
sensor, OK.
- Insert unit at boat near Indexer 1, redo Flush Mode, OK.
- Run offline cycle mode, OK.
- Release to production.

Vacuum sensor board.
Conclusion:
Vacuum sensor not sensitive.
Remarks: N/A.
Done by: Lim Chang Fei (PM Group)
Date: 10/13/04
Problem: Castle detect maximum tray reach.
Troubleshooting route:
- Reinitialize whole handler, castle prompt maximum tray reach,
initialize failed.
Solution:
- Check tray sensor of handler.

Tray sensor
- Found that sensor always sense block.
- Check sensor connection, found 1 of the sensor is loose.

Loose sensor
- Slightly tighten the sensor, sensor sense unblock.
- Initialize whole handler, successful.
Conclusion: Loose sensor block the sensitivity.
Remarks: N/A
Done by: Lim Chang Fei (PM Group)